管樁離心成型,是利用離心力、重力、粘聚力、摩擦力使游動的混凝土經過低速、低中速、中速、高速四種速度,通過布料——二級過渡——密實三個階段,實現水泥、石、沙混合漿在鋼模中的有序排列。在經過拋落、充填、排擠過程中,漸次密實,外層形成密實混凝土層,中層砂漿層,內層水泥凈漿層;以后經蒸養達到C80強度等級。
對系統的要求
管樁機生產對變頻器過載及低速力矩要求很高,首先低速運轉的時間長,要求低速力矩大; 其次要有很好的過電流防失速性能,保證變頻器在起動時不會保護,啟動力矩應在電機150%額定力矩以上;
一個離心機通常要生產多種規格的管樁,所以要求變頻器要有預設多種模式模式供用戶選擇
本公司特點
我公司在管樁機行業進入早,現有DZB100GZ管樁機專用變頻器,產品主要有以下特點:
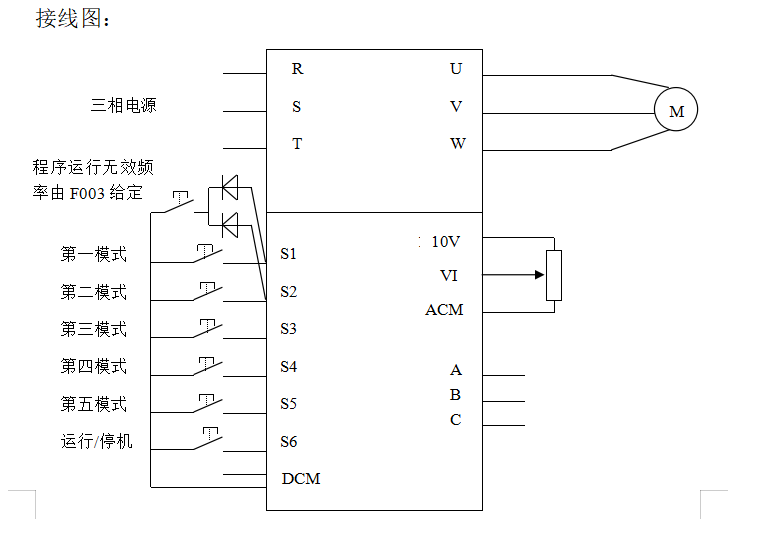
1. 具有自動手動轉換功能;
2. 五種工作模式可滿足生產多種規格管樁,每個模式都有四個段速,每段時間單獨可以設置;
3. 可顯示當前選擇模式和時行時間,有加計時和減計時兩種計時方式;
4. 具有很好的過電防失速功能,保證在起動時不會因電流大而保護;
5. 可通過調整V/F曲線和自動轉矩提升值,提高變頻器的起動力矩;
6. 可省去傳統的PLC+文本顯示器控制,產品有很大的價格競爭優勢;
管樁機主要應用參數:
參數 | 功能 | 說明 | 出廠值 |
F001 | 運行方式 | 0:面板運行 1:外部端子運行 | 1 |
F201 | 多功能輸入一 | 第一模式選擇 | 11 |
F202 | 多功能輸入二 | 第二模式選擇 | 12 |
F203 | 多功能輸入三 | 第三模式選擇 | 13 |
F204 | 多功能輸入四 | 第四模式選擇 | 14 |
F205 | 多功能輸入五 | 第五模式選擇 | 15 |
F206 | 多功能輸入六 | 外控起動設置 | 1 |
F207 | 外控方式 | 0:二線制起停 4:單次觸發起停 | 4 |
F407 | 最低啟動頻率 | 1.50 | |
F408 | 最低啟動電壓 | 5 | |
F409 | 中間頻率 | 1.50 | |
F410 | 中間電壓 | 5 | |
F419 | 程序計時單位 | 0:秒 1:分 2:時 3:天 | 0 |
F420 | 模式選擇 | 0:程序運行無效 1:連續循環運行 2:循環一周后停止運行 | 2 |
F428 | 程序模式 | 5種模式參數選擇 | 0 |
F429 | 第一頻率 | 選擇當前模式的第一頻率 (查看用) | |
F430 | 第二頻率 | 選擇當前模式的第一頻率 (查看用) | |
F431 | 第三頻率 | 選擇當前模式的第一頻率 (查看用) | |
F432 | 第四頻率 | 選擇當前模式的第一頻率 (查看用) | |
F433 | 第一頻率運行時間 | 選擇當前模式的第一時間 (查看用) | |
F434 | 第二頻率運行時間 | 選擇當前模式的第一時間 (查看用) | |
F435 | 第三頻率運行時間 | 選擇當前模式的第一時間 (查看用) | |
F436 | 第四頻率運行時間 | 選擇當前模式的第一時間 (查看用) | |
F706 | 第一模式一步頻率 | 0~100% | 11 |
F707 | 第一模式二步頻率 | 0~100% | 12 |
F708 | 第一模式三步頻率 | 0~100% | 13 |
F709 | 第一模式四步頻率 | 0~100% | 14 |
F710 | 第一模式一步時間 | ||
F711 | 第一模式二步時間 | ||
F712 | 第一模式三步時間 | ||
F713 | 第一模式四步時間 | ||
F714 | 第二模式一步頻率 | 0~100% | 21 |
F715 | 第二模式二步頻率 | 0~100% | 22 |
F716 | 第二模式三步頻率 | 0~100% | 23 |
F717 | 第二模式四步頻率 | 0~100% | 24 |
F718 | 第二模式一步時間 | ||
F719 | 第二模式二步時間 | ||
F720 | 第二模式三步時間 | ||
F721 | 第二模式四步時間 | ||
F722 | 第三模式一步頻率 | 0~100% | 31 |
參數 | 功能 | 設定范圍 | 出廠值 |
F723 | 第三模式二步頻率 | 0~100% | 32 |
F724 | 第三模式三步頻率 | 0~100% | 33 |
F725 | 第三模式四步頻率 | 0~100% | 34 |
F726 | 第三模式一步時間 | ||
F727 | 第三模式二步時間 | ||
F728 | 第三模式三步時間 | ||
F729 | 第三模式四步時間 | ||
F730 | 第四模式一步頻率 | 0~100% | 41 |
F731 | 第四模式二步頻率 | 0~100% | 42 |
F732 | 第四模式三步頻率 | 0~100% | 43 |
F733 | 第四模式四步頻率 | 0~100% | 44 |
F734 | 第四模式一步時間 | ||
F735 | 第四模式二步時間 | ||
F736 | 第四模式三步時間 | ||
F737 | 第四模式四步時間 | ||
F420 | 第五模式一步頻率 | 0~100% | 11 |
F421 | 第五模式二步頻率 | 0~100% | 12 |
F422 | 第五模式三步頻率 | 0~100% | 13 |
F423 | 第五模式四步頻率 | 0~100% | 14 |
F424 | 第五模式一步時間 | ||
F425 | 第五模式二步時間 | ||
F426 | 第五模式三步時間 | ||
F427 | 第五模式四步時間 |
程序運行查看在狀態顯示最后一項,前面為當前步,后面為當前步運行時間
相關行業
。滾焊機
滾焊機是管樁生產行業必須的一個加工設備,主要用于管樁的鋼筋籠的焊接,焊接的的質量直接影響整機管樁的質量。
傳統的焊接和變頻調速焊接的比較:
? 由于滾焊的焊接工藝要求低壓大電流焊接,老式的焊接方法是將380V電通過可控硅調壓,經變壓器降壓至30V以下進行焊接;
? 由于采用可控硅調壓效率低,設備電能浪費大,故障率高;
? 采用變頻調壓后,輸出電壓可連續可調,功率因素明顯提高,節電率在10%以上。
![1UR5~KS0H~Q@NN]H(F$SNCC.jpg](/ueditor/php/upload/image/20200529/1590724024877772.jpg)

全國免費銷售熱線:400-8897111
全國免費服務熱線:400-1101098